来源 :华中数控2026-05-15
一分钟读懂五轴
华中五轴数控系统产品包
五轴RTCP与定轴加工
前言
在高端制造领域,五轴联动数控机床一直被视为“皇冠上的明珠”。从航空发动机的叶轮到船舶螺旋桨,从精密的医疗植入物到炫酷的3C产品外壳,复杂曲面和高效加工都离不开五轴技术。
但对于很多刚接触五轴的朋友来说,常常会听到两个高频词汇:“RTCP”和“定轴加工”。它们究竟是什么?在实际生产中又该如何区分和应用?今天,我们就用一篇文章带你彻底搞懂。
华中五轴数控系统
五轴RTCP与定轴加工介绍
什么是RTCP?
RTCP的全称是Rotational Tool Center Point,字面意思是“旋转刀具中心点”。业内常通俗地称之为“刀尖点跟随”或“刀尖点控制”。
如果没有RTCP,会发生什么?
无RTCP功能时,刀具中心点偏离编程轨迹
五轴加工时,一旦旋转轴摆动,刀尖点(即刀具最前端的切削点)必然会在空间里发生物理位移。如果没有RTCP,系统只驱动电机转角,不补偿刀尖位移,刀尖就会偏离预定的轨迹,导致过切或欠切。此时,编程人员必须在CAM软件里依据刀具的精确长度和机床的旋转半径,计算出每一个点的补偿值,生成的程序绑定特定机床,没有通用性,一旦换刀或刀具磨损,所有程序都得重新生成,编程繁琐,容错率低。
有了RTCP功能,情况就完全不同了。
有RTCP功能时,刀具中心点始终在编程轨迹上
当开启RTCP功能(如HNC系统中的G43.4指令)后,数控系统实时计算直线轴补偿量,自动进行动态补偿。编程时,只关注工件几何,程序可跨机床,换刀具使用,系统会自动计算并控制各直线轴和旋转轴的运动,确保刀尖点始终精准地锁定在编程轨迹上,通用性强,安全可靠。
RTCP有什么优势?
1)编程简化:
CAM编程时无需考虑刀具长度和机床结构,程序通用性极强,换刀后无需重编程序。
2)精度保障:
系统实时补偿机械误差,特别适合曲面流畅、精度要求高的联动精加工。
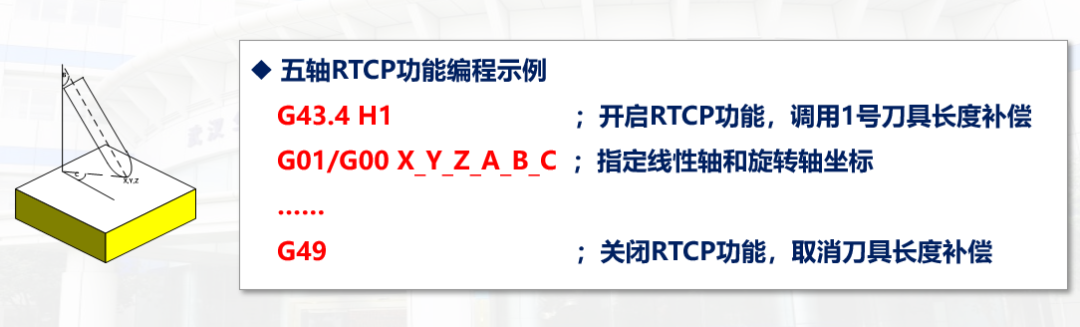
如何使用RTCP功能?
华中数控开启RTCP功能的编程指令如下:
什么是定轴加工?
定轴加工,通常也被称为“3+2轴加工”或“五轴定向加工”。
它的工作原理是:在加工开始前,机床的两个旋转轴先动作,将刀具或工件固定在一个特定的倾斜角度,然后锁定旋转轴。此时,机床就变成了一台普通的三轴设备,仅使用X、Y、Z直线轴进行切削。
定轴加工有什么优势?
1)可加工倾斜面上的特征:
在斜面或侧壁上进行钻孔、铰孔、攻丝时,只需将主轴调至与加工面垂直并锁定,后续直接使用标准的三轴钻孔循环(如G81、G83)即可。
2)可启用刀具半径补偿:
在精加工倾斜侧面时,可以在程序里直接使用G41/G42刀具半径补偿代码,方便现场调试公差。
3)可走圆弧:
程序支持G02/G03圆弧插补,加工出的圆孔和圆角更圆滑,且程序体积更小。
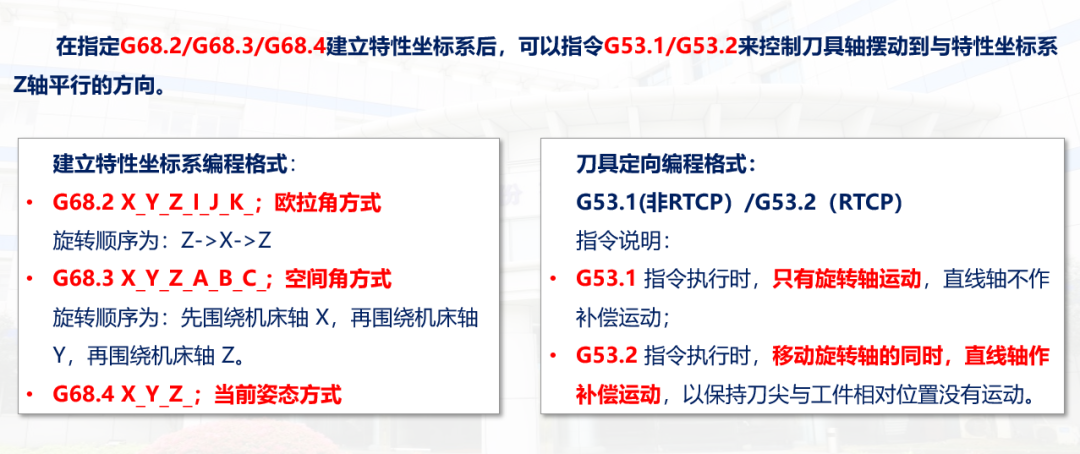
如何进行定轴加工?
华中数控定轴加工的编程指令如下:
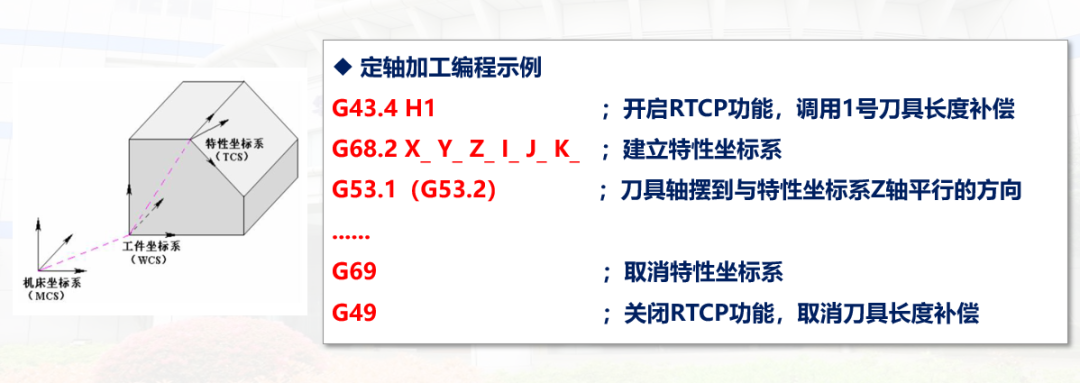
华中数控支持三种方式建立特性坐标系:
KE JI FU NENG
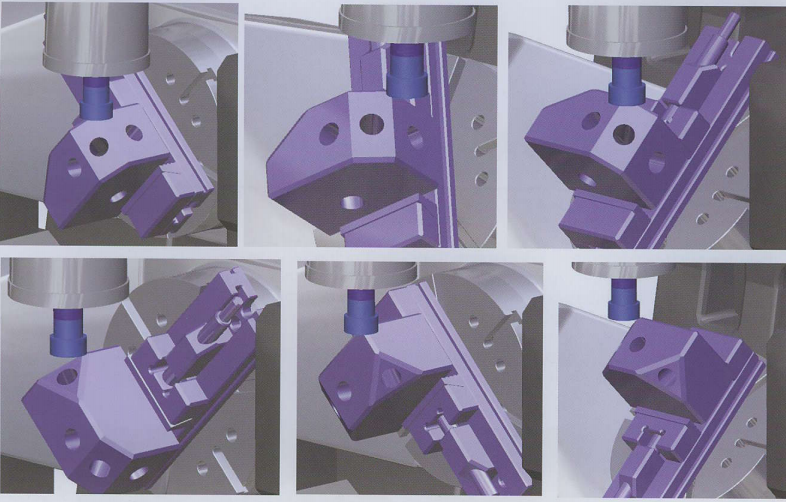
应用效果
场景1:在斜面上铣孔(定轴加工)